




想了解DN1600螺旋钢管常年批发产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:DN1600螺旋钢管常年批发的图文介绍

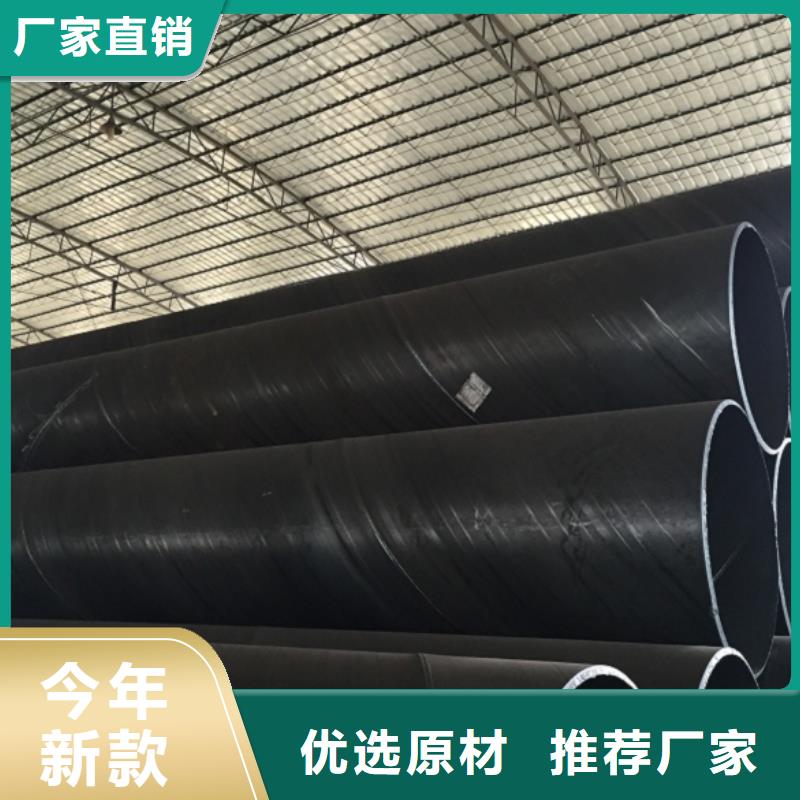
螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。


9711标准:
9711标准也就是我们常说的国标,人们也习惯称为国标螺旋焊管,主要应用于石油天然气等行业,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
二、当地5037标准:
5037标准就是我们常说的部标,也是我们 的标准,然们习惯称为部标螺旋焊管,主要是应用于压力非常小的流体工程,对于直径在508以下的要求偏差范围,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管厂家为了便利生产,一般都是按照实际壁厚生产,这一点一定要注意。




螺旋钢管的主要技术特点:
在成型过程中,钢板均匀变形,残余应力小,表面无划痕。 加工后的螺旋钢管在直径和壁厚的尺寸范围内具有更大的灵活性,特别是在生产高品质厚壁管,特别是中小直径厚壁管时,具有比其他工艺更具优势并且可以 满足用户。 对螺旋管的规格有更多要求。
采用先进的双面埋弧焊技术,可在较好位置进行焊接,不易出现错边,焊缝偏斜,熔深不完全等缺陷,易于控制焊接质量。
钢管100%质量检验,使钢管生产全过程得取得有效检验和监控,有效保证了产品质量。
整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现实时数据传输,并从中件控制室实现生产过程的技术参数。


螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、本地剪边、附近刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。


聚力群达金属材料有限公司(商水分公司)在直销经营模式下,努力降低【螺纹钢】产品的成本,可谓是从消费者的角度出发,为消费者提供便捷、价格实惠的【螺纹钢】产品,消费者也可以从中获取物美价廉的【螺纹钢】产品,同时聚力群达金属材料有限公司(商水分公司)也可以根据消费者的实际情况,对产品规格等进行调整。


